|

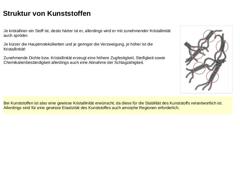
| (Bild: Kristallinität von Polyethylen in Anlehnung an [Bos00] [Jürge05])
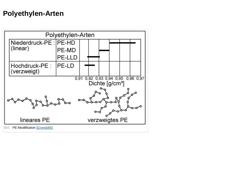
Je kristalliner ein Stoff ist, desto härter ist er, allerdings wird er mit zunehmender Kristallinität auch spröder.
Je kürzer die Hauptmolekülketten und je geringer die Verzweigung, je höher ist die Kristallinität!
Zunehmende Dichte bzw. Kristallinität erzeugt eine höhere Zugfestigkeit, Steifigkeit sowie Chemikalienbeständigkeit allerdings auch eine Abnahme der Schlagzähigkeit. |
|
|
|
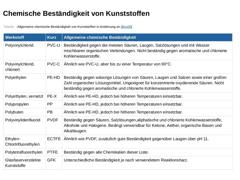
(Tabelle: Allgemeine chemische Beständigkeit von Kunststoffen) |
|

|
|
Die wichtigsten Kunststoffe für die Rohrherstellung sind: -
PVC-U = weichmacherfreies PVC
-
PVC-C = chloriertes PVC
-
PE-HD = Polyethylen hoher Dichter (HD = High Density)
-
PE-X = vernetztes Polethylen
-
PP = Polypropylen
-
GfK = glasfaserverstärkter Kunststoff
|
|
|
|
|
|
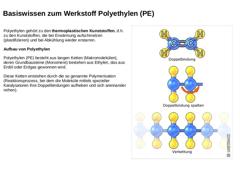
(Bild: Prozess der Polymerisation - Aufhebung der Doppelbindungen der Kohlenstoffatome eines Monomers und Aneinanderlagerung zu langen Ketten (Polymeren))
Polyethylen gehört zu den thermoplastischen Kunststoffen, d.h. zu den Kunststoffen, die bei Erwärmung aufschmelzen (plastifizieren) und bei Abkühlung wieder erstarren. Aufbau von Polyethylen
Polyethylen (PE) besteht aus langen Ketten (Makromolekülen), deren Grundbausteine (Monomere) bestehen aus … |
|
|
(Bild: PE-Modifikation [Grondo95]) |
|
|
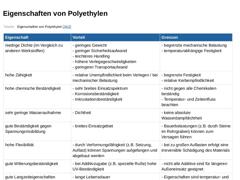
(Tabelle: Eigenschaften von Polyethylen [SKZ]) |
|
|
|
|
Die Qualität von Schweißverbindungen ist abhängig von der Qualifikation der Schweißer, der Eignung der verwendeten Maschinen und Vorrichtungen sowie der Einhaltung der Schweißrichtlinien. Die Schweißnaht kann durch zerstörungsfreie und/oder zerstörende Verfahren geprüft werden. |
|
|
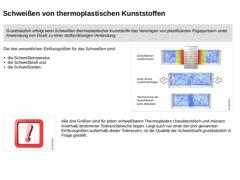
Grundsätzlich erfolgt beim Schweißen thermoplastischer Kunststoffe das Vereinigen von plastifizierten Fügepartnern unter Anwendung von Druck zu einer stoffschlüssigen Verbindung. |
| (Bild: Prinzipieller Schweißablauf beim Heizelement-Stumpfschweißen in Anlehnung an [SKZ] [Bild: S&P GmbH])
Die drei wesentlichen Einflussgrößen für das Schweißen sind: - die Schweißtemperatur,
- die Schweißkraft und
- die Schweißzeiten.
|
| Wichtig:
Alle drei Größen sind für … |
|
|
|

|
|
Zum Schweißen muss Polyethylen zunächst in den so genannten thermoplastischen Zustand gebracht werden. In diesem Zustand sind die Makromoleküle frei beweglich, ohne weitere nennenswerte zwischenmolekulare Bindungen, d.h. auch die teilkristallinen Strukturen, die erst bei höheren Temperaturen (Kristallitschmelztemperatur) aufschmelzen, haben sich aufgelöst. |
|
(Bild: Zustandsbereiche einiger wichtiger Thermoplaste in Anlehnung an [SKZ] [Bild: S&P … |
|
|
| Die Länge der Molekülketten hat einen großen Einfluss auf die Schweißbarkeit. Die Kettenlänge sollte daher möglichst gleich sein, um homogene Fließeigenschaften zu erhalten. | | Bei sehr hohen Molekulargewichten (wie sie etwa beim PE 100, einem ultrahochmolekularen Polyethylen (PE- HD-UHMW), vorliegen) ist die Kettenlänge so groß, dass die Molekülketten im thermoplastischen Zustand aufgrund der vielen Verschlaufungen mit anderen Molekülketten nicht … |
|
|
|
Wichtig:
Voraussetzung für eine optimale Verschweißung ist ein möglichst ähnliches Schmelzverhalten der beiden Fügepartner.
Grundsätzlich können gleiche MFR-Gruppen miteinander geschweißt werden und in vielen Fällen auch benachbarte Gruppen. MFR = Schmelze-Massefließrate
(Melt Flow Rate)
früher: Schmelzindex (MFI) |
|
Die am Markt erhältlichen Polyethylentypen unterscheiden sich hinsichtlich ihrer Fließfähigkeit im thermoplastischen Bereich z.T. … |
|
|
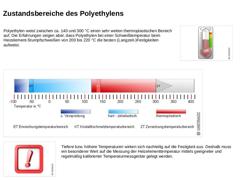
| (Bild: Temperatur)
Polyethylen weist zwischen ca. 140 und 300 °C einen sehr weiten thermoplastischen Bereich auf. Die Erfahrungen zeigen aber, dass Polyethylen bei einer Schweißtemperatur beim Heizelement-Stumpfschweißen von 200 bis 220 °C die besten (Langzeit-)Festigkeiten aufweist. (Bild: Zustandsbereiche von Polyethylen in Anlehnung an [SKZ] [Bild: S&P GmbH]) |
| Wichtig:
Tiefere bzw. höhere Temperaturen wirken sich nachteilig auf die Festigkeit … |
|
|
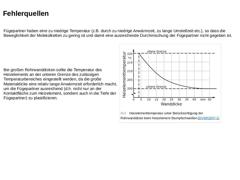
| Fügepartner haben eine zu niedrige Temperatur (z.B. durch zu niedrige Anwärmzeit, zu lange Umstellzeit etc.), so dass die Beweglichkeit der Molekülketten zu gering ist und damit eine ausreichende Durchmischung der Fügepartner nicht gegeben ist. | | Bei großen Rohrwanddicken sollte die Temperatur des Heizelements an der unteren Grenze des zulässigen Temperaturbereiches eingestellt werden, da die große Materialdicke eine relativ lange Anwärmzeit erforderlich … |
|
|
|
|
|
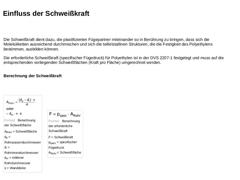
Die Schweißkraft dient dazu, die plastifizierten Fügepartner miteinander so in Berührung zu bringen, dass sich die Molekülketten ausreichend durchmischen und sich die teilkristallinen Strukturen, die die Festigkeit des Polyethylens bestimmen, ausbilden können.
Die erforderliche Schweißkraft (spezifischer Fügedruck) für Polyethylen ist in der DVS 2207-1 festgelegt und muss auf die entsprechenden vorliegenden Schweißflächen (Kraft pro Fläche) umgerechnet … |
|

|
| (Bild: Einfluß der Schweißkraft beim Heizelement-Stumpfschweißen - zu geringer Fügedruck)
Zu geringer Fügedruck: Mangelnde Durchmischung der Fügepartner. |
| (Bild: Einfluß der Schweißkraft beim Heizelement-Stumpfschweißen - zu hoher Fügedruck)
Zu hoher Fügedruck: Zu viel plastifiziertes Material wird in die Schweißwülste gedrückt. Dadurch treffen kältere Schichten aufeinander, es erfolgt eine ungenügende Vermischung und damit eine Reduzierung der … |
|
|
| Fehlerquellen: - falscher Berechnung des Schweißdrucks
- Maschine defekt
- Maschine nicht kalibriert
- eingestellte Schweißdruck kann nicht aufrecht erhalten werden (z.B. durch undichte Kolbendichtungen)
Es muss also eine bestimmte Restschmelzeschichtdicke nach dem Schweißen vorhanden sein. Man geht davon aus, dass bei einer Schmelzeverdrängung von ca. 75 Prozent die besten Schweißnahtfestigkeiten erreicht werden [Ehren04]. Schmelzeschichtdicken von 0,2 … |
|
|
|

|
|
Beim Heizelement-Stumpfschweißen gibt es mehrere zeitliche Größen, die beachtet werden müssen. Die wichtigsten sind: | | (Bild: Heizelement-Stumpfschweißen - Anwärmzeit)
Anwärmzeit | | (Bild: Heizelement-Stumpfschweißen - Abkühlzeit)
Fügedruckaufbauzeit | | (Bild: Heizelement-Stumpfschweißen - Fügedruckaufbauzeit)
Abkühlzeit |
|

|
| (Bild: Heizelement-Stumpfschweißen - Anwärmzeit)
Anwärmzeit Die Anwärmzeit ist die Zeit, um den zu schweißenden Werkstoff auf die richtige Schweißtemperatur und ausreichend in die Tiefe zu erwärmen (plastifizieren). |
|

|
| (Bild: Heizelement-Stumpfschweißen - Abkühlzeit)
Fügedruckaufbauzeit Die Fügedruckaufbauzeit ist die Zeit, in der nach dem Plastifizieren die Fügepartner geschweißt werden. Dabei ist die Schweißgeschwindigkeit beim Berühren der Fügepartner nahe Null. Der Schweißdruck wird innerhalb der vorgegebenen Fügedruckaufbauzeit nach DVS 2207-1 gleichmäßig bis zum Erreichen des ebenfalls in der DVS 2207-1 festgeschriebenen Fügedrucks hochgefahren. In dieser … |
|

|
| (Bild: Heizelement-Stumpfschweißen - Fügedruckaufbauzeit)
Abkühlzeit Die Abkühlzeit ist die Zeit, in der der plastifizierte Werkstoff in der Fügeebene so weit abkühlt, dass die Schweißnaht zumindest in bestimmten Grenzen wieder belastet werden kann, wobei die Endfestigkeit je nach Wanddicke erst wesentlich später erreicht wird (8 bis 24 h nach der Schweißung). |
|
