|

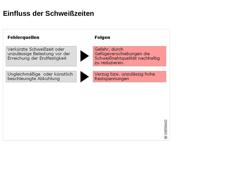
(Bild: Einfluss der Schweißzeiten - Fehlerquellen und Folgen) |
|
|
|
-
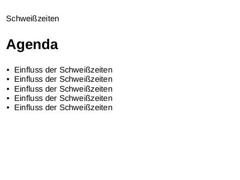
Umgebungseinflüsse (z.B. Feuchtigkeit, Wind, Temperatur, etc.)
-
Schweißnahtvorbereitung (rechtwinkliges Abtrennen der Rohre, Entfernung der Oxidschicht etc.)
(Bild: Einflussfaktoren auf die Schweißqualität) |
|
|
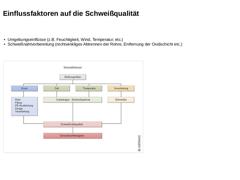
| (Bild: Fließverhalten der Schmelze beim Heizelement-Stumpfschweißen in Anlehnung an [Ehren04] [Bild: S&P GmbH])
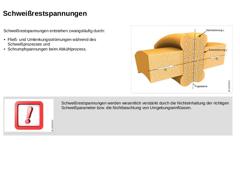
Schweißrestspannungen entstehen zwangsläufig durch: - Fließ- und Umlenkungsströmungen während des Schweißprozesses und
- Schrumpfspannungen beim Abkühlprozess.
|
| Wichtig:
Schweißrestspannungen werden wesentlich verstärkt durch die Nichteinhaltung der richtigen Schweißparameter bzw. die Nichtbeachtung von Umgebungseinflüssen. |
|
|
| Wichtig: | Zu hohe Schweißrestspannungen können die Festigkeit und Lebensdauer einer Schweißnaht erheblich herabsetzen und damit zu frühzeitigem Versagen führen. Bei Schweißungen entsprechend den DVS-Richtlinien bewegen sich die Schweißrestspannungen erfahrungsgemäß im unkritischen Bereich. |
|
|
|
(Bild: Frage) |
-
Wurden die Rohrenden rechtwinklig abgetrennt?
-
Wurde die Oxidschicht entfernt?
-
Wurden Schweißtemperatur, -druck und –-zeiten richtig ermittelt?
-
Wurden hierbei Umgebungseinflüsse (z.B. Feuchtigkeit, Wind, Temperatur etc.) berücksichtigt?
-
Ist die Rundheit der Rohrenden sichergestellt (ovale Rohrenden sind durch geeignete Rückformvorrichtungen zu richten)?
-
Sind die Halbzeuge zertifiziert und kalibriert?
-
Wurden Schweißtemperatur, -…
|
|
|
|

|
|
Heizelement-Stumpfschweißen Die Verbindungsflächen der zu schweißenden Rohre werden am Heizelement unter Druck angewärmt und nach Entfernen des Heizelementes zusammengefügt. (Bild: Prinzipskizze Heizelement-Stumfschweißen - Heizelement) |
Heizwendel-Muffenschweißen Elektroschweißfittings sind mit integrierten Widerstandsdrähten ausgerüstet, die beim Schweißvorgang mit elektrischem Strom beaufschlagt werden. (Bild: Prinzipskizze Heizwendel-Muffenschweißen - … |
|
|
|

|
- Rundheit der Rohre überprüfen (ggf. korrigieren)
- Rohrenden axial in den Schweißschlitten einspannen
- Rohrenden mit dem Planhobel spanend bearbeiten und evtl. reinigen
- Planparallelität und Rohrversatz überprüfen (ggf. korrigieren)
- Heizelement reinigen
- Heizelementtemperatur überprüfen
| (Bild: Heizelement-Stumpfschweißen - Bearbeitung der Rohrenden mit einem Planhobel) | | (Bild: PE-HD-Rohre als Ringbund) Vom Ringbund abgerollte PE-HD-Rohre sind oftmals … |
|

|
-
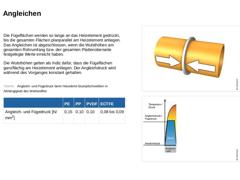
Angleichen: Verbindungsflächen der zu schweißenden Teile am Heizelement unter Druck angleichen
-
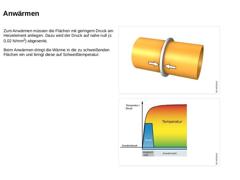
Anwärmen: Verbindungsflächen mit reduziertem Druck auf Schweißtemperatur erwärmen
-
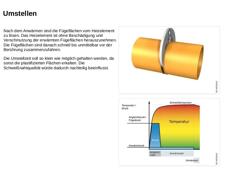
Umstellen: Entfernung des Heizelementes
-
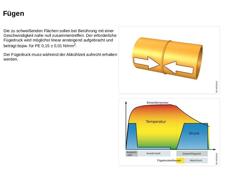
Fügen: Verbindungsflächen unter Druck zusammenfügen
|
(Bild: Heizelementstumpfschweißgerät) |
(Bild: Schweißen der PE-HD-Langrohre zu Rohrsträngen) |
(Bild: Schweißen der PE-HD-Langrohre zu Rohrsträngen) |
|
|
|
Die Fügeflächen werden so lange an das Heizelement gedrückt, bis die gesamten Flächen planparallel am Heizelement anliegen. Das Angleichen ist abgeschlossen, wenn die Wulsthöhen am gesamten Rohrumfang bzw. der gesamten Plattenoberseite festgelegte Werte erreicht haben. Die Wulsthöhen gelten als Indiz dafür, dass die Fügeflächen ganzflächig am Heizelement anliegen. Der Angleichdruck wird während des Vorganges konstant gehalten. (Tabelle: Angleich- … |
|
|
| Zum Anwärmen müssen die Flächen mit geringem Druck am Heizelement anliegen. Dazu wird der Druck auf nahe null (≤ 0,02 N/mm2) abgesenkt. Beim Anwärmen dringt die Wärme in die zu schweißenden Flächen ein und bringt diese auf Schweißtemperatur. | (Bild: Heizelement-Stumpfschweißen - Anwärmen der Fügeflächen) | | (Bild: Temperatur- und Druckverlauf in der Angleich- und Anwärmphase beim Heizelement-Stumpfschweißen in Anlehnung an [DVSR2207-1] [Bild: S&P GmbH]) |
|
|
|
Nach dem Anwärmen sind die Fügeflächen vom Heizelement zu lösen. Das Heizelement ist ohne Beschädigung und Verschmutzung der erwärmten Fügeflächen herauszunehmen. Die Fügeflächen sind danach schnell bis unmittelbar vor der Berührung zusammenzufahren. Die Umstellzeit soll so klein wie möglich gehalten werden, da sonst die plastifizierten Flächen erkalten. Die Schweißnahtqualität würde dadurch nachteilig beeinflusst. |
(Bild: Heizelement-Stumpfschweißen - … |
|
|
|
Die zu schweißenden Flächen sollen bei Berührung mit einer Geschwindigkeit nahe null zusammentreffen. Der erforderliche Fügedruck wird möglichst linear ansteigend aufgebracht und beträgt bspw. für PE 0,15 ± 0,01 N/mm2. Der Fügedruck muss während der Abkühlzeit aufrecht erhalten werden. | (Bild: Heizelement-Stumpfschweißen - Fügen)
| | (Bild: Druck und Temperaturentwicklung beim Heizelement-Stumpfschweißen in Anlehnung an [DVSR2207-1] [Bild: S&P GmbH])
|
|
|
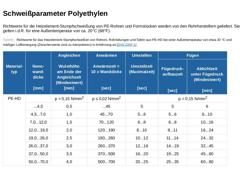
Richtwerte für die Heizelement-Stumpfschweißung von PE-Rohren und Formstücken werden von den Rohrherstellern geliefert. Sie gelten i.d.R. für eine Außentemperatur von ca. 20°C (68°F). (Tabelle: Richtwerte für das Heizelement-Stumpfschweißen von Rohren, Rohrleitungen und Tafeln aus PE-HD bei einer Außentemperatur von etwa 20 °C und mäßiger Luftbewegung (Zwischenwerte sind zu interpolieren) in Anlehnung an [DVS 2207-1]) |

|
Zum Stumpfschweißen benötigte Geräte und Materialien: -
Schweißschlitten
-
Einlegeschalen für div. Rohrdurchmesser
-
Planhobel
-
Heizelement mit Reglerkasten
-
Reinigungstücher und Spiritus
-
Drücke und Zeiten sind den Herstellerangaben zu entnehmen
(Bild: Rohrstrangverfahren [FI-KMG] – Heizelement-Stumpfschweißen) Nach [GSTT2a] darf hierfür nur geschultes Personal mit gültigem Schweißer-Zeugnis eingesetzt werden, außerdem sollten von den Arbeiten entsprechende … |
|
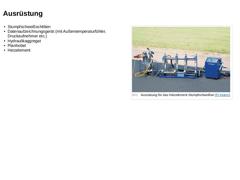
(Bild: Ausrüstung für das Heizelement-Stumpfschweißen [FI-Huern]) - Stumpfschweißschlitten
- Datenaufzeichnungsgerät (mit Außentemperaturfühler, Druckaufnehmer etc.)
- Hydraulikaggregat
- Planhobel
- Heizelement
|
|
|
| (Bild: Temperatur) |
Der Schweißbereich ist vor ungünstigen Witterungseinflüssen (z. B. Feuchtigkeitseinwirkung und Temperaturen unter +5°C) zu schützen. Geeignete Maßnahmen hierfür sind: - Vorwärmen
- Einzelten
- Beheizen
Um Spannungen durch unterschiedliche Temperaturen, etwa durch Sonneneinwirkung, zu vermeiden, sollte durch rechtzeitiges Abdecken im Bereich der Schweißstelle ein Temperaturausgleich geschaffen werden. |
|
|
| (Bild: Temperatur) |
Vor Beginn der Schweißarbeiten ist die zum Schweißen notwendige Heizelementtemperatur zu kontrollieren. Dies erfolgt z. B. mit einem schnellanzeigenden Temperaturmessgerät für Oberflächenmessungen. Die Kontrollmessung muss innerhalb der dem Halbzeug entsprechenden Fläche des Heizelementes erfolgen. Damit sich ein thermisches Gleichgewicht einstellen kann, darf das Heizelement frühestens 10 Minuten nach Erreichen der Solltemperatur … |
|

|
| (Bild: Schweißwulst)
Bei der visuellen Prüfung werden Stumpfschweißungen im Hinblick auf folgende Gesichtspunkte untersucht: - Die Schweißwülste sollen gleichmäßig rund und überall sichtbar sein.
- Alle Wülste sollen annähernd gleich groß sein.
- Die Wulstoberflächen sollen glatt sein.
- Die Wülste sollen möglichst kerbfrei sein.
- Der Rohrversatz darf 10% der Rohrwanddicke nicht überschreiten.
|
|

|
|
Bei PE-Schweißungen können verschiedene Fehler auftreten, die sich mittels Ultraschallprüfung entsprechend DVS 2203 zerstörungsfrei finden lassen. Hierzu zählen Bindefehler an der Innen- bzw. Außenoberfläche oder im Querschnitt sowie Versätze. |
(Bild: Ultraschallprüfung einer PE-HD-Schweißnaht) |
|
(Bild: Konventionelles Rohrstrangverfahren mit Ringraum (Teerbau Rohrtechnik) [FI-Teerb] - Prüfen der Schweißnaht) |
(Bild: Konventionelles Rohrstrangverfahren … |
|
|
| Es lassen sich prinzipiell zwei Bruchflächenarten unterscheiden: - spröde Brüche zeichnen sich durch glatte Flächen aus und weisen auf eine schlechte bzw. ungenügende Schweißung hin,
- duktile Bruchflächen haben eine verstreckte Struktur und deuten auf eine gute Schweißung hin.
| Spröder Bruch | Duktiler Bruch | | Bei glatten Bruchflächen konnten sich die Molekülketten nicht bzw. nur sehr wenig in den Grenzflächen der beiden Fügepartner vermischen (z. B. durch … |
|

|
| Die Schweißarbeiten sind zu überwachen. Art und Umfang der Überwachung muss zwischen den Vertragspartnern vereinbart werden. Es wird empfohlen, die Verfahrensdaten in Schweißprotokollen oder auf Datenträgern zu dokumentieren [DVS 2207-1 ]. | | (Bild: Dokumentation) Schweißprotokoll - Schmelztemperatur
- Schweißzeit
- Fügedruck
| Da die Sollwerte aus den Normen und Regelwerken dem Schweißer bekannt sind, werden diese i.d.R. immer innerhalb der vorgegebenen … |
|

|
- Falsche Berechnung des Schweißdrucks
- Nichteinhaltung der Anwärm-, Umstell-, Fügedruckaufbau- und Abkühlzeit
- Nichteinhaltung der Schweißtemperatur (zu hoch oder zu tief)
- Maschine defekt
- Maschine nicht kalibriert
- Eingestellter Schweißdruck kann nicht aufrecht erhalten werden (z. B. durch undichte Kolbendichtungen)
- Verunreinigte Fügeflächen
- Falsche Werkstoffpaarung
- Materialrückstände am Heizelement
|
|
